






Proces otryskania a odhrdzovania oceľového priestorového rámu
Tryskanie:
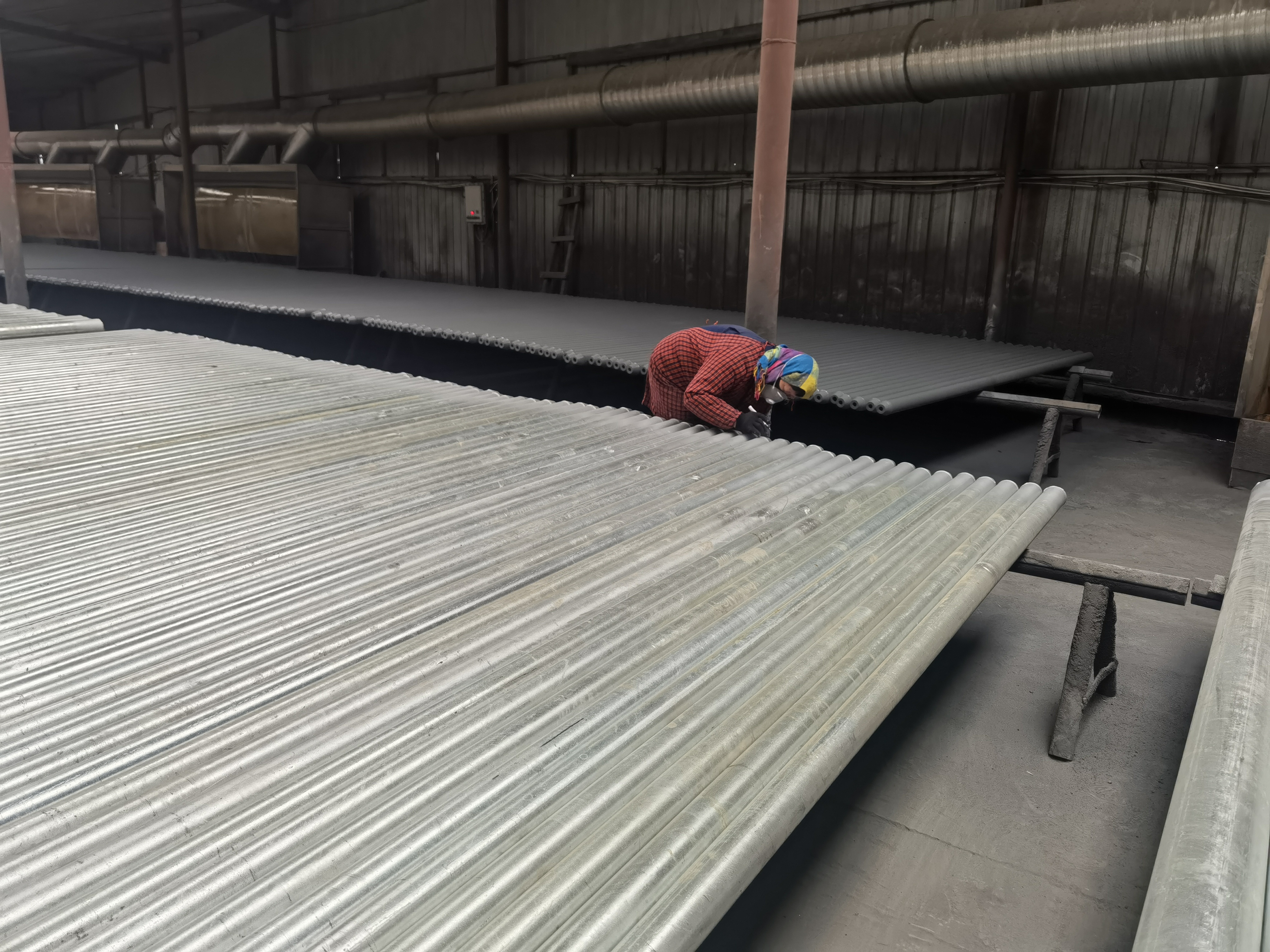
Tryskanie je použitie odstredivej sily obežného kolesa na tryskacie zariadenie, keď sa otáča vysokou rýchlosťou a proces tryskania je veľmi vysoký.
Lineárna rýchlosť ocele je vystreľovaná na povrch ocele, ktorá sa má upravovať, čo vedie k fúkaciemu a brúsnemu efektu a oxidové usadeniny na povrchu ocele sú odstránené.
a hrdzu a vytvárajú určitú drsnosť.Tryskanie je vysoko účinné a možno ho vykonávať v uzavretom prostredí.
Trieda otryskania a odstraňovania hrdze;
(1) Mierne otryskanie a odstránenie hrdze.Oceľový povrch by mal byť bez viditeľných mastnôt alebo nečistôt a bez silných oxidových okují, hrdze a náterov a iných nánosov;
(2) Dôkladné otryskanie a odstránenie hrdze.Oceľový povrch by mal byť bez viditeľných mastnôt alebo nečistôt a bez silných oxidových okují, hrdze a náterov a iných nánosov;
(3) Veľmi dôkladné otryskanie a odstránenie hrdze.Oceľový povrch by mal byť zbavený viditeľnej mastnoty alebo nečistôt, vodného kameňa, železných nánosov, ako je hrdza a nátery, akékoľvek zostávajúce stopy by mali byť len nepatrné škvrny vo forme bodiek alebo pásikov;
(4) Tryskanie a odstránenie hrdze, aby bol oceľový povrch čistý.Oceľový povrch by mal byť zbavený viditeľnej mastnoty alebo nečistôt, oxidačnej kože, hrdze a náterov a iných nánosov, pričom by mal vykazovať jednotný kovový lesk;